 农业
农业
 拖拉机
拖拉机
 收割机
收割机
 自走式水稻直播机
自走式水稻直播机
 蔬菜移栽机
蔬菜移栽机
 施肥机
施肥机
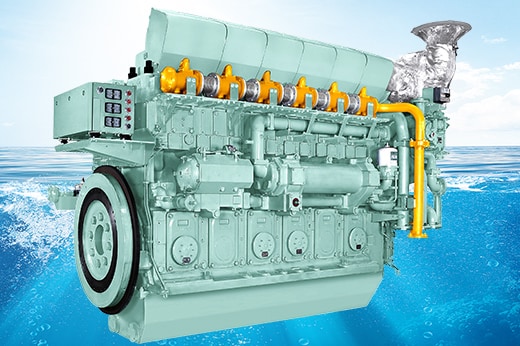
 中小型船用发动机
中小型船用发动机
 大型船用发动机
大型船用发动机
 发电机及空调
发电机及空调
 建机
建机
 小型工业发动机
小型工业发动机







 科技迈向未来
科技迈向未来
自成立以来,洋马始终秉承开拓创新的精神,以改善人们的生活。
在提供解决方案的同时,我们追求以最少的资源实现最大的繁荣的技术。所有人的可持续繁荣。自然界中的持久丰盈。为了使这两个原则并存,我们将继续应用技术创造新的繁荣形式,以创造更美好的明天。





 我们提供高效而环保的能源。
我们提供高效而环保的能源。
我们致力于开发高效,安全的技术以及优化各种能源替代方案的系统。凭借领先的技术能力,我们努力在舒适的生活方式和对环境的影响最小之间取得平衡。








我们通过自动化和机械操作提供舒适的工作环境。
我们通过使用机械化和自动化技术来减轻劳动力并提高生产率,从而帮助建立一个更好的工作场所。我们通过支持基础设施,城市发展和技术发展来实现这一目标,所有这些都确保了安全性和可操作性。




我们在食品价值链中提供全面支持。
我们帮助整个食品价值链,从土壤耕种到育苗,收获并将产品交付给消费者。我们探索了农业和渔业的可持续框架,以提高我们农产品的质量。我们创建了一个社会,全世界的人们都可以得到美味又安全的食物。









 用最少的资源实现最大的繁荣
用最少的资源实现最大的繁荣
大部分能量来自最小的能量。几乎不费吹灰之力就能收获最多。以最小的压力获得最大的舒适度。最大的快乐,对环境的影响最小。在洋马,我们继续开发对粮食生产和能源转化有用的技术,以最少的资源提供最大的收益。展望未来100年,我们的技术将提供有前途的可持续发展和更大繁荣的解决方案。

洋马在五个领域进行研发,
为更繁荣的社会寻找解决方案。





 最佳能源供应
最佳能源供应
对环境的影响最小
洋马通过参与下一代动力总成的研发,探索结合了效率,高性能和环境友好性的技术。该产品有效地利用了能源,以实现混合动力和电动化。

- 引擎技术
- 氢/热利用技术
- 混合技术
- 电力电子/电力传输技术
- 能源管理技术
 最大工作量
最大工作量
用最少的人力
在挑战性条件下建立自主和自动现场机器人技术,我们提供了一个人们可以更安全,更省力,更精确地工作的社会。

- 测量识别技术
- AI控制技术
- 机械和动力换挡技术
- 系统控制技术
 最小的影响培养
最小的影响培养
最优质的食物
农业和渔业中的生物技术研究与开发将有助于实现可持续的粮食生产。我们通过建立可大大提高收获量和质量的技术来提供美味和安全的食物。

- 植物育种与繁殖技术
- 监控技术
- 环境控制技术
- 生物评价技术
 通过最大的兴奋
通过最大的兴奋
先进的解决方案
我们开发可帮助客户享受优质时光的技术。我们希望创建一个社会,为人们提供丰富而充实的生活,并为他们提供令人兴奋的生活。

- 遥控技术
- 认知技术
- 评估和预测技术
- 诊断技术
- 安全
 最大的可靠性和舒适性
最大的可靠性和舒适性
最少的麻烦
通过建立设计,制造和评估高质量产品的技术能力,我们可以在不中断生产的情况下实现高生产率,从而提供最高级别的可靠性。

- 人机工程学
- 材料和设计技术
- 评估和预测技术
- 诊断技术
- 安全



在世界各地运营着技术研究设施,以支持洋马的业务。

研究开发中心

研究开发中心(滋贺县前原市)
洋马(Yanmar)自1956年以来一直经营这家综合性研究所。研究与发展中心是洋马(Yanmar Group)研究的主要动力。项目包括对自动化操作,机器人技术和能源的探索。
Yanmar Kota Kinabalu R&D Center Sdn.Bhd.

Yanmar Kota Kinabalu R&D Center Sdn.Bhd.(Kota Kinabalu, Malaysia)
我们通过生产和分析现已引入亚洲市场的生物燃料,为实现可持续发展而积极努力。我们还在农业和水产养殖的研究和开发中应用生物技术过程。
洋马研发欧洲

海洋农场生物创新中心

生物创新中心
海洋农场(大分县国崎市)
洋马(Yanmar)运营这个专门的研究机构,以促进海洋工业的发展。为了增加水产养殖,我们致力于通过建立水产养殖设施,饲料资源和牡蛎来建立可持续的卫生水产养殖体系。
仓敷生物创新中心实验室

洋马(山东)研发中心

- 以前的
- 下一个