 Agriculture
Agriculture
 Recreational Marine
Recreational Marine
 Recreational Boat
Recreational Boat
 Premium Cruiser
Premium Cruiser
 Marine Equipment
Marine Equipment
 Marine Commercial
Marine Commercial
 Propulsion Engines (High Speed)
Propulsion Engines (High Speed)
 Propulsion Engines (Medium Speed)
Propulsion Engines (Medium Speed)
 Auxiliary Engines
Auxiliary Engines
 SCR System
SCR System
 Dual Fuel Engine
Dual Fuel Engine
 Two-stage Turbocharging System
Two-stage Turbocharging System
 Electric Propulsion System
Electric Propulsion System
 Energy Systems
Energy Systems
 Compact Equipment
Compact Equipment
 Industrial Engine
Industrial Engine
 Power Generation
Power Generation
 Compact Power Products
Compact Power Products
Design Group 2, Design 1st Dept,
Engineering & Development Dept
Yanmar Construction Equipment Co., Ltd.
YANMAR Technical Review
Achievement of Ultra-Low Noise on New ViO80-7 Hydraulic Backhoe
Abstract
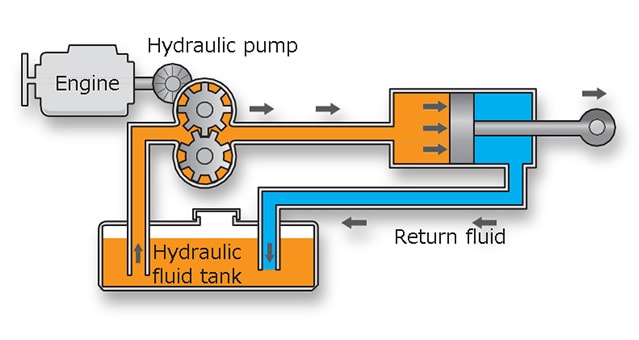
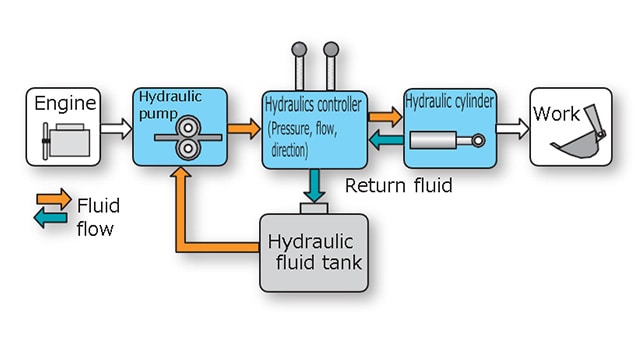
Hydraulic backhoes operate by using pressurized hydraulic fluid (oil) to transmit high levels of energy. The engine drives a hydraulic pump to pressurize the hydraulic fluid so that it can be used to drive the hydraulic motors and cylinders. Many construction machines such as backhoes use hydraulics as their means of power transfer. These machines use lever operation to regulate the flow of hydraulic fluid and this enables them to move around and accomplish work that requires high levels of force.
Compact excavators account for a large proportion of the construction machinery produced by Yanmar. As they have mainly been used in urban areas, the amount of noise they inflict on the surrounding area is an important concern. To meet customer demand for quieter machines, Yanmar’s latest full model change of the ViO80 succeeded in satisfying the Japanese government standard for ultra-low-noise construction machinery, the first 8-t-class Yanmar backhoe to do so.
Along with easier operation and improved comfort, Yanmar also embarked on a new initiative with the ViO80-7, to achieve ultra-low noise.
1. Introduction
Hydraulic backhoes operate by using pressurized hydraulic fluid (oil) to transmit high levels of energy. The engine drives a hydraulic pump to pressurize the hydraulic fluid so that it can be used to drive the hydraulic motors and cylinders. Many construction machines use hydraulics as their means of power transfer. These machines use lever operation to regulate the flow of hydraulic fluid and this enables them to move around and accomplish work that requires high levels of force.
Small backhoes make up a large proportion of the construction machinery manufactured by Yanmar. As they have mainly been used in urban areas, the amount of noise they inflict on the surrounding area is an important concern. In response to the many customers asking for quieter machines, Yanmar’s latest full model change of the ViO80 succeeded in satisfying the Ministry of Land, Infrastructure, Transport and Tourism standard for ultra-low-noise construction machinery, the first 8-t-class Yanmar backhoe to do so.
While the new ViO80-7 also features easier operation and greater comfort than the previous ViO80-1B backhoes, this article focuses on the work done to achieve ultra-low noise, something that represented a new initiative for Yanmar.
2. Modifications and Challenges in Achieving Ultra-Low Noise
2-1. Change to Maximum Engine Speed
As the engine fan is known to be one of the main contributors to the noise produced by construction machinery, reducing fan noise is essential if overall noise is to be reduced.
Because the fan is belt-driven directly by the engine, one way to cut fan noise is to reduce the engine speed as this also reduces the speed of fan rotation. To achieve ultra-low noise, the engine speed of the ViO80-7 was reduced from 1900 min-1 to 1700 min-1.
Unfortunately, reducing the engine speed requires action to deal with the resulting deterioration in the heat balance as the lower engine speed makes the machine slower and reduces air flow from the fan.
2-2. Adoption of Suction Cooling
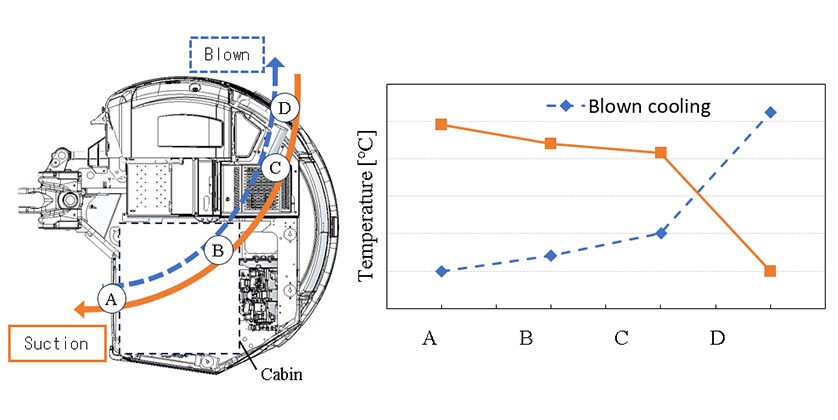
The previous model used blown cooling (see Fig. 3). The amount of noise generated by this type of cooling can be reduced by measures to improve airflow such as the following: [1] Shifting parts that obstruct airflow upstream of the fan farther away, [2] Redesigning the shape of the shroud to improve airflow, and [3] Filling in the slits in the hood to prevent noise from leaking out. Unfortunately, widespread layout constraints made these changes impractical.
Suction cooling, on the other hand, provides a way to reduce external noise to very low levels as the way it works makes it less likely that fan noise will leak out. Accordingly, suction cooling was adopted to achieve ultra-low noise on the ViO80-7. However, unless the airflow is very carefully designed, suction cooling can also end up making the noise worse. Furthermore, new difficulties are raised by the potential for heat to build up inside the machine as shown in Fig. 3 (at points A, B, and C) and this requires measures for dealing with heat in the cabin and electrical systems as well as improvements to the internal cabin environment.
3. How Challenges were Overcome
3-1. Improving Noise without Compromising Machine Speed
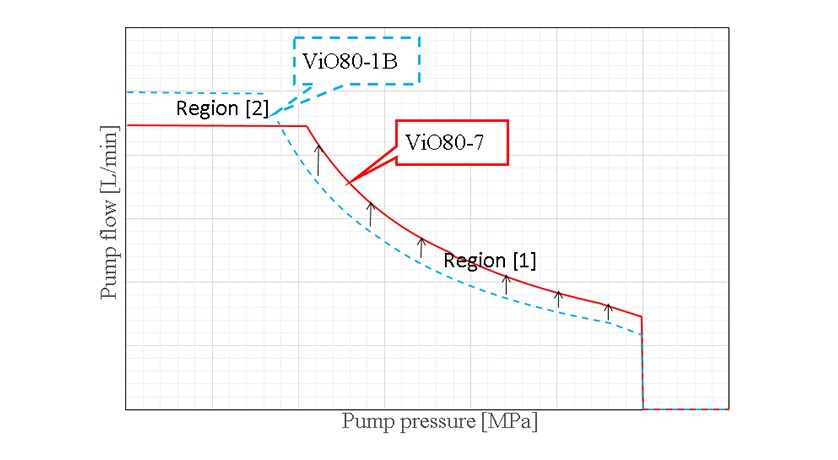
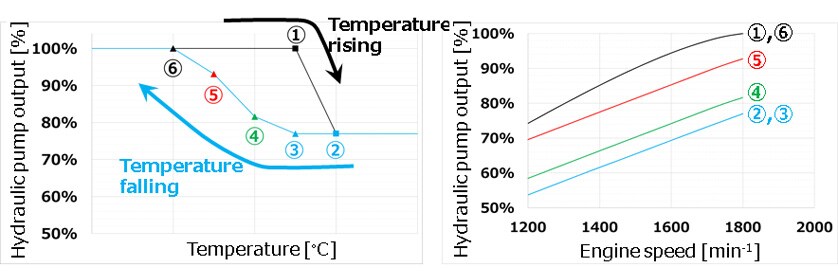
To resolve the problem of the change in engine speed making the machine slower, a turbocharged engine was selected to increase output. Fig. 4 shows a graph of the relationship between pump pressure and flow rate. Region [1] of the graph shows how the higher engine output can increase pump flow by 15 to 20%, meaning that the new model can equal or better the speed of the ViO80-1B even when operating with an engine speed of 1700 min-1.
While region [2] of the graph appears to indicate that operating at 1700 min-1 reduces the pump flow rate, the machine speed and digging force can be, in fact, maintained at levels equal to or better than the ViO80-1B by using narrower cylinder diameters, adjusting the balance of the different pump flows, and increasing the operating pressure of the hydraulic circuit.
3-2. Improving Noise without Compromising Heat Balance
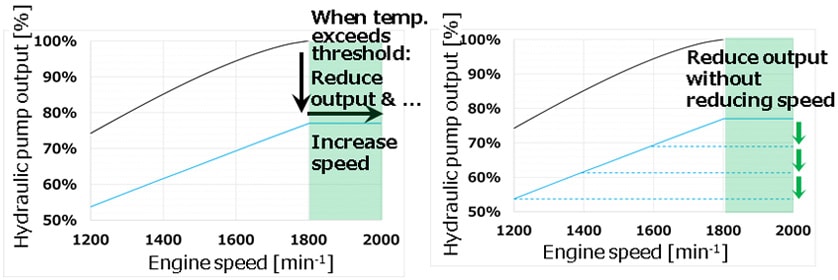
To achieve ultra-low noise without compromising the heat balance, standard mode map control is used to measure the temperature and change the output of the hydraulic pump accordingly. To prevent sudden temperature rises like that shown on the left of Fig. 5, this works by reducing pump output if the temperature exceeds a threshold (point [1] in Fig. 5). The pump output is then restored gradually as the temperature drops (points [2] to [6] in Fig. 5) to prevent any sudden surges in the machine speed. As the relationship between pump output and engine speed is different for different temperatures, as shown on the right of Fig. 5, this prevents the machine from overheating under heavy loads while still ensuring that it works well when performing multiple tasks.
A regeneration mode map was also implemented to deal with the more extreme heat that occurs inside the machine when performing diesel particulate filter (DPF) regeneration. This is the process of using hot combustion gases to burn off soot that has accumulated in the DPF. As shown on the left of Fig. 6, the regeneration mode map works by reducing the output of the hydraulic pump when the temperature exceeds the threshold during DPF regeneration and increasing the engine speed to deliver more cooling capacity. As it is not possible to reduce the engine speed when using the regeneration mode map, machine operation can be maintained by limiting the pump output as shown on the right of Fig. 6, meaning that high operating loads can still be sustained during regeneration mode.
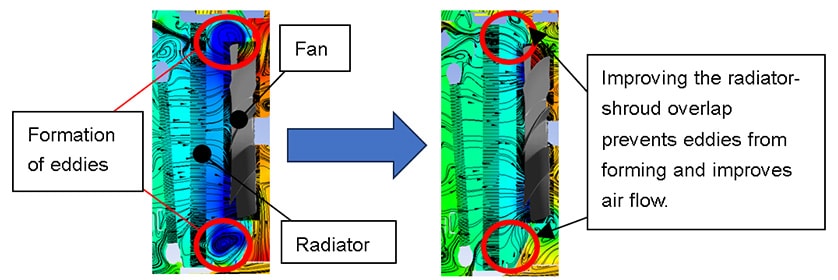
3-3. Air Flow Optimization
It is known that selecting the right overlap between the fan and shroud and optimizing the gap between the fan and radiator have a major influence on noise and cooling efficiency. In designing the layout, Yanmar used fluid dynamics to determine the air flow and the air flow rate distribution and pressure. A prototype was also built to experiment with a mix of analysis and actual measurements, separating the noise sources and utilizing spectrum analysis to devise an optimal design for the hood slits and other part shapes for suction cooling.

3-4. Improvements to Thermal Performance of Parts and Design for Driver Comfort
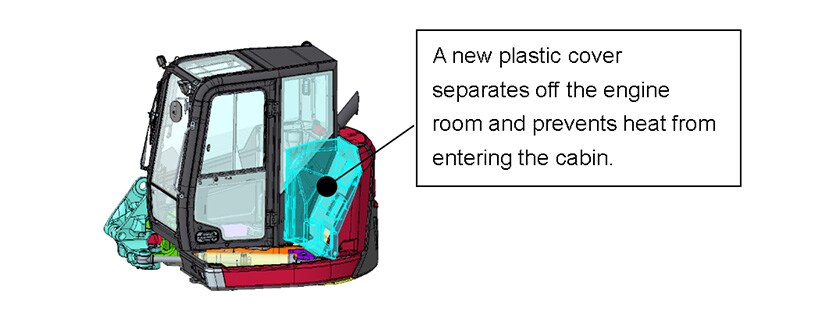
A plastic cover was fitted between the engine room and cabin wall to minimize the thermal effects inside the cabin. Also, electrical parts were positioned at locations where the ambient temperature is low and protected by thermal insulation. Driver comfort was likewise improved by equipping the backhoe with an air conditioning system featuring higher performance and automatic operation and by increasing the air flow and number of blower vents.
4. Conclusions
Whereas the noise level around the previous model was 98 dB, this has been reduced below 93 dB for the new ViO80-7, thereby satisfying the Ministry of Land, Infrastructure, Transport and Tourism standard for ultra-low-noise construction equipment. Yanmar is proud of how its uncompromising product development efforts succeeded in delivering not only quieter operation, but also ease of operation and comfort, making the ViO80-7 even closer to the ideal backhoe that customers are seeking.
The development process overcame numerous challenges, including that of being Yanmar’s first 8-t-class backhoe to adopt suction cooling, in the process gaining deeper knowledge of the technology. In the future, Yanmar intends to utilize this expertise to deliver products that will delight its customers.
-IMPORTANT-
The original technical report is written in Japanese.
This document was translated by Innovation & Technology Division, Technology Strategy Division.
Author
